
CX-3日帰りジャダ修正(ブレーキローター研磨)・ブレーキローターのパウダーコーティング関西、兵庫県、姫路、たつの、西播磨
こんばんは、店長の林です。
ぐずついた天気の土曜日、皆様は、いかがお過ごしでしょうか?
さて、今日の作業は、以前当店で、施工させていただきましたCX-3のお客様です。
走行2,000kmくらいからジャダが出だしたとのことで、ローターの研磨のご依頼を承りました。
AM9:30分PITイン
試乗させていただいたところ、後ろから伝わる振動も感じます。

前後とも、研磨させていただき、ジャダは、完全に収まりました。
サービスで、ローターの清掃、キャリパーの清掃をさせていただきましたというか?
自然に手が動いてしまうというか?とにかくキレイ好きの潔癖症なもんで・・ 汗。
本日は、朝早くからご来店いただきましてまことにありがとうございました。
今後とも、よろしくお付き合いくださいませ。

お次は、和歌山市からお送りいただきましたプレオのリアドラムです。
パウダーコートのレッドでコーティングします。
【到着時】新品です。

まずは、密着を上げるためにサンドブラストをしますが、その前にハブボルトやハブ、裏全面にマスキングを施します。

【ブラスト完了】
見事に旧塗装が、除去できました。
これから、マスキング外して
脱脂→エアブロー 普通は、これでOKですが・・
高温で焼き付ける塗装は
エアブロー後に180℃~200℃で1時間、乾燥庫で熱を加えます。
どうしてかと言うと、特に鋳造品の場合は、目に見えない巣(穴)に脱脂の有機溶剤が、少しでも残ると
パウダーコーティングの焼き付け時に有機溶剤が、180℃の高温で火山が爆発するようにコーティングを突き破って放出します。
180℃って、てんぷら揚げる温度で、油がビチビチ揮発して、火を着けたら燃えるところを想像していただければ、分かりやすいと思います。
少し、大袈裟ですが、実物は、あっちこっちブツブツだらけになるということです。
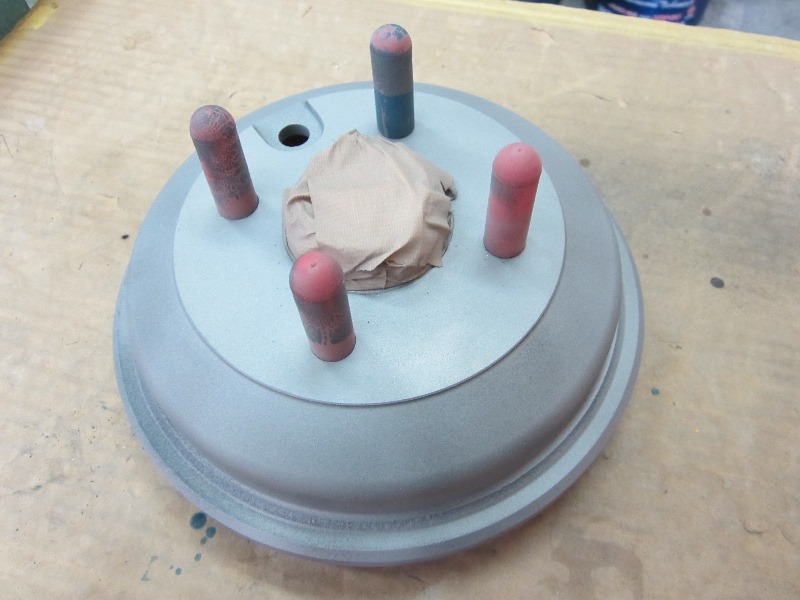
乾燥庫から出して冷却後に耐熱性のシリコンマスキングテープにて再度マスキングします。

モチのロンですが、裏もマスキングします。
このシリコン製耐熱マスキングテープは、メチャクチャ高いんですから・・。

防錆性に優れ、巣穴から熱放出を抑えるための、耐熱性、伝導性に優れたプライマーを
スプレーガンにて吹き付けます。

又もや、130℃で30分乾燥させます。

仕上がりは、こんな感じで、表面のざらつきも残り密着効果も伝導性も大幅UP。
これから、いよいよ本番のパウダーコートに入れます。

パウダーまさしく粉、粉モン好きの僕にぴったり。
出来れば、頭にも・・ 汗。

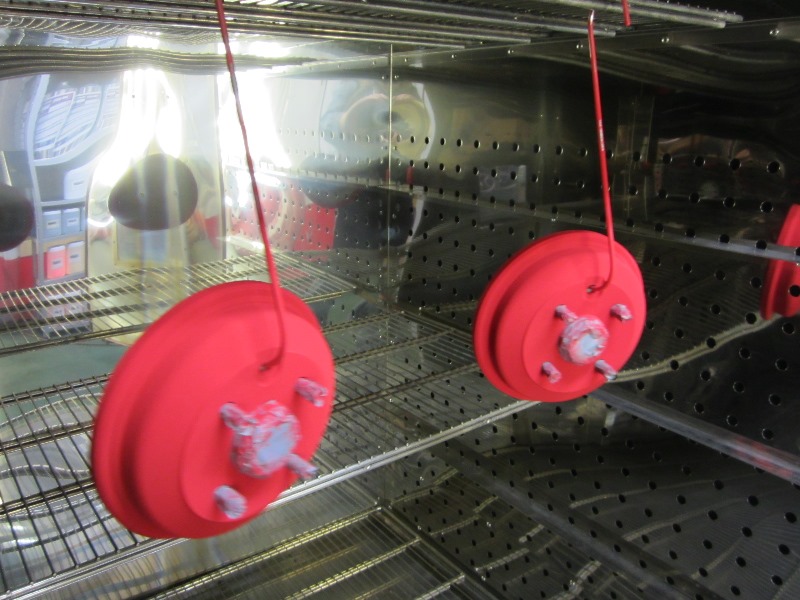
地中に施工した、アース棒に1本の線をつなぎ、もう一本の線は、ドラムを吊っているS時棒につないで、低圧のエアで吹き付けると画像のようにパウダーが、被写体に吸い付いていきます。

簡単なようですが、静電反発と言って、どうにもこうにも引っ付かないところも出てきたりしますので、いろいろなテクニックや経験が必要ですね。

近寄って見ると、まさしく粉が、張り付いている感じが、わかると思います。

裏は、パウダーの出る量を絞って薄く仕上げさせてもらいました。

180℃に温度設定した乾燥庫に火傷をしないよう皮手袋をして、慎重に吊り下げます。
分厚い鋳鉄ですので、なかなかドラム自体の温度が上がるまで時間が、かかりますので今回は1時間20分と長時間熱を入れることしました。
この辺は、経験とカンによるものです。
さあ、このブログを書いている間に、タイマーのブザーが、鳴りましたので、ドアを開けるとこんな感じにいい具合で仕上がっているようです。
このまま冷却させて、明日マスキングを外して、画像を撮って、梱包出荷作業と進めて行きます。

それでは、本日は、この辺で。
ちかれた~。